新闻资讯/ News
| 液压板料折弯机折弯方法详解 |
| 来源: 点击数:1135次 更新时间:2022-12-01 17:22:57 |
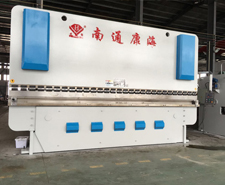
液压板料折弯机的主液压缸,包括端盖、缸体、外活塞杆、法兰套、内活塞杆、螺杆套、螺母和压盖;端盖固定设于缸体的一端,螺杆套、螺母和压盖固定设于缸体的另一端,外活塞杆设于缸体内,法兰套盖于外活塞杆的活塞端,内活塞杆的活塞端伸进外活塞杆内,内活塞杆的杆端固定安装于端盖,内活塞杆内开有油道。 液压缸比传统同类液压缸多了一个内无杆腔和内有杆腔,因而具有快速驱动机能,在同等驱动条件的液压系统,油缸下置或无重力掉刀条件下,依然能容易实现二级增速功能;螺杆套的接触受力面积远大于传统折弯机主液压缸的调整螺母,从而提高了接触刚性和稳定性,确保较好的限位精度。 液压板料折弯机
液压板料折弯机折弯方法详解: 2、行程调节,折弯机使用必须要注意调节行程,在折弯前一定要试车,折弯机上模下行至底部时必须保证有一个板厚的间隙,否则会对模具和机器造成损坏,行程的调节也是有电动快速调整和手动胃调。 3、折弯槽口选择,一般要选择板厚的8倍宽度的槽口,如折弯4mm的板料,需选择32左右的槽口。 4、后挡料调整一般都有电动快速调整和手动微调,方法同剪板机, 5、踩下脚踏开关开始折弯,折弯机与剪板机不同,可以随时松开,松开脚折弯机便停下,在踩继续下行。
液压板料折弯机具有较高的劳动生产率和较高的折弯精度。该机器是采用钢板连接机构,具有足够的强度和刚度,液压传动保证工作是不至于因板料厚度变化或下模V形槽选择不当而引起的严重超载事故。此外木机器工作平稳可靠,操作方便,具有点动、单次行程,并能保压,用户只须配备各种不同的模具,就能将金属板料折弯成各种不同形状的工件,当配备相应的装备后,还能作冲孔用。 |
| 【刷新页面】【加入收藏】【打印此文】 【关闭窗口】 |
| 上一篇:凝心聚力驻赤岸,扬帆破浪再前行! 下一篇:折弯机中的挡料机构是用来做什么的? |
热门产品 / Hot Products

- WC67Y125T4000液压补偿折弯机

- 135T4000不锈钢专用折弯机
- WC67Y-400T6000液压板料折弯机
联系康海机床
 全国咨询热线
全国咨询热线
13962924488
电话:0513-88289578
传真:0513-88219998
邮箱:ntkanghai@163.com
地址:江苏省海安市李堡工业园区

